

We want our customers to be as productive as possible with their tools, and we are committed to providing them with outstanding and continuing support as they work with their ShopBots no matter the application.

ShopBot Desktop
A 24” x 18” work area with 2 bed options, including a removable tool bed. Runs on household power.

ShopBot Desktop MAX
A 36” x 24” work area with 2 bed options, including a removable tool bed. Runs on household power.

ShopBot Desktop MAX ATC V2
A 36” x 24” work area with 7 position automatic tool changer and removable bed. Runs on household power.

ShopBot Buddy®
This CNC tool delivers industrial power, precision, and repeatability in a workspace as small as 16 square feet.

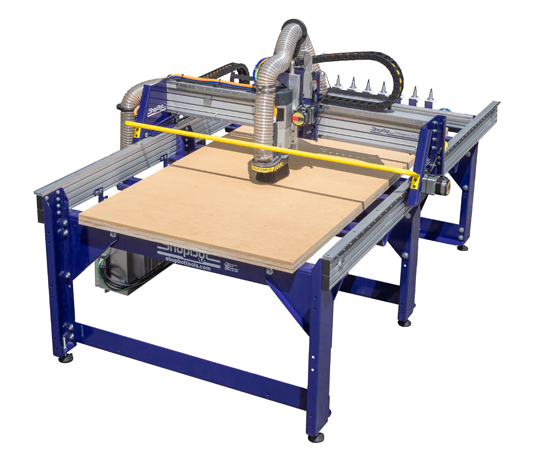
ShopBot PRSstandard
Full-size shop tools 48” x 48” or larger that perform day in, day out, year after year.

ShopBot PRSalpha
Full-size shop tools 48” x 48” or larger that are our toughest, most sophisticated, gantry-based CNC routers
ShopBot PRSalpha ATC
Full-size Gantry shop tools 48” x 48” or larger with 9 position Automatic Tool Changer for more efficient production of projects requiring more complex tooling.

ShopBot 5-Axis
Multi-axis capability at a surprisingly affordable price. Its wrist-like spindle head is another demonstration of our technology leadership.

ShopBot Stand Alone Indexer
This CNC tool can cut full 3-dimensional objects. It has a rotary axis for turning a part and provides precise indexed control over rotation.

ShopBot Custom CNC Tools
Let us help you find a CNC tool suited for your unique application—by building one specifically for you.
Toll Free: 1-888-680-4466
Phone: 919-680-4800
Fax: 919-680-4900
ShopBot Tools, Inc.
3333-B Industrial Drive
Durham, NC 27704
USA
Office Hours
Monday–Friday: 9am–5pm EST
After Hours Tech Support
Monday–Friday: 5pm–9pm EST
Saturday–Sunday: 10am–5pm EST
Office Closure
ShopBot Tools, Inc. is closed New Year’s Day, Memorial Day, July 4th, Labor Day,
Thanksgiving Day and the following Friday, and Christmas Eve and Christmas Day.
Outside of normal office hours, we regularly check for support requests,
email and phone messages. To make sure we can get back to you as soon as possible,
leave a phone number or return email address where you will be available.